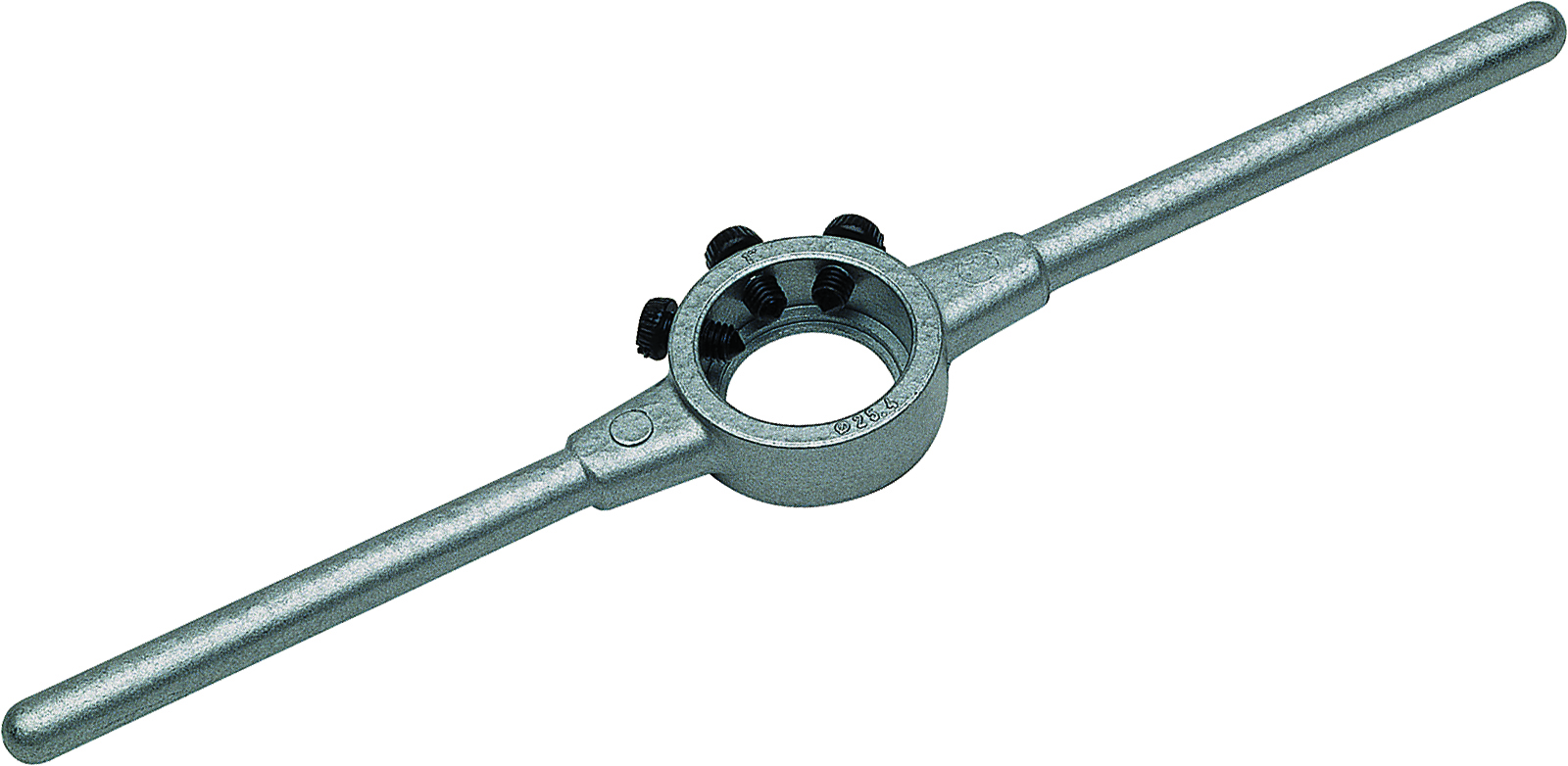
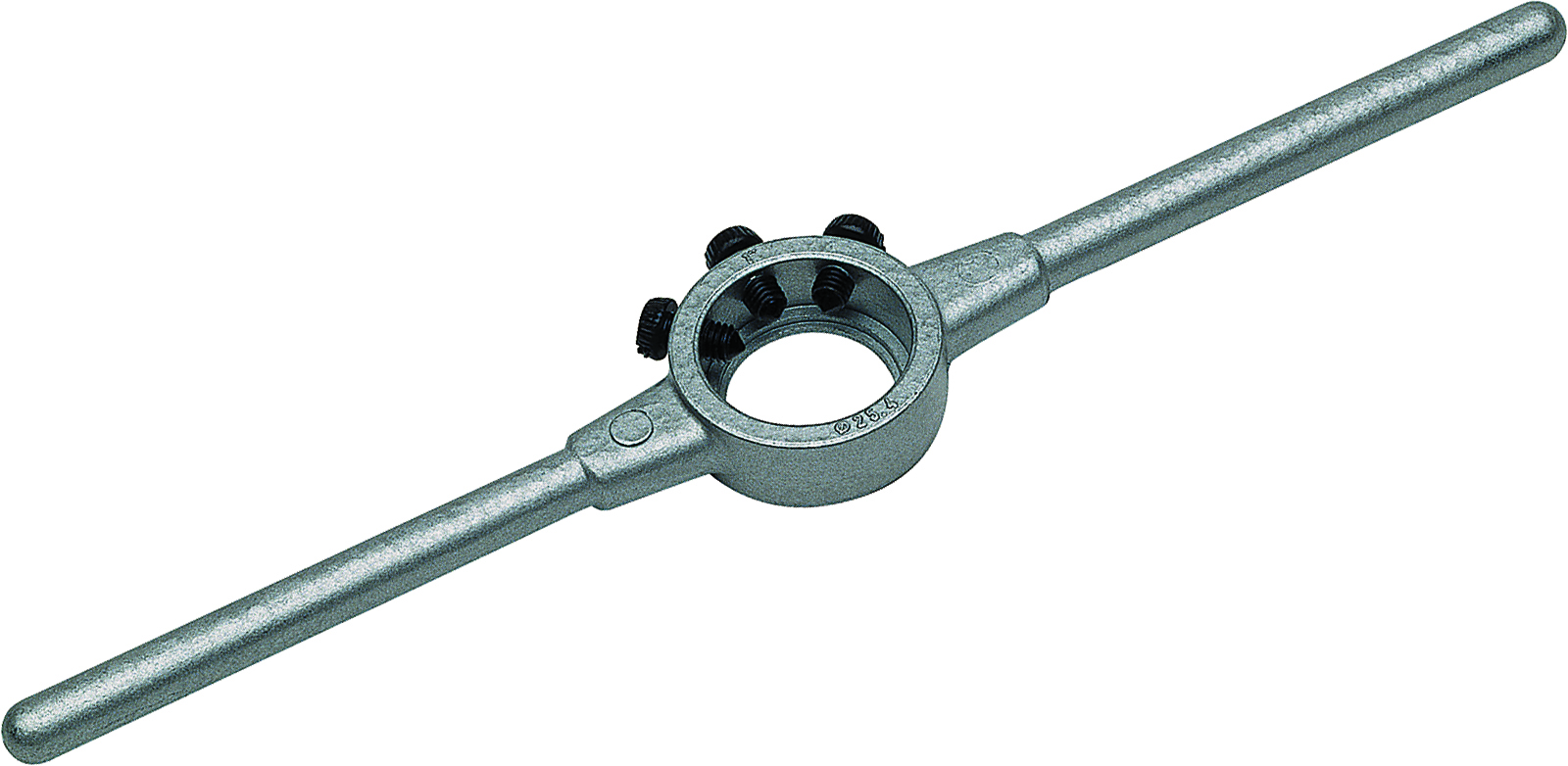
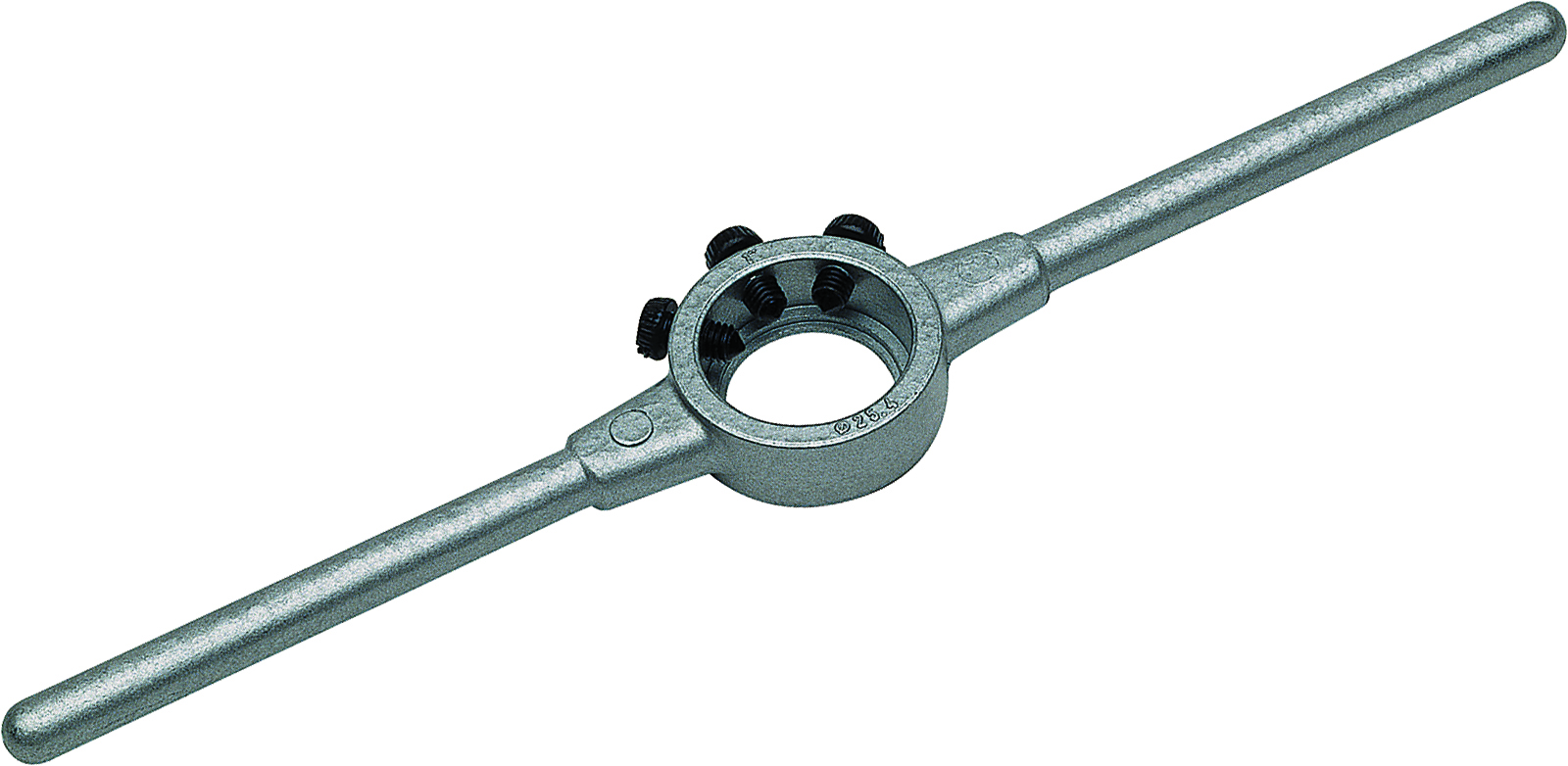
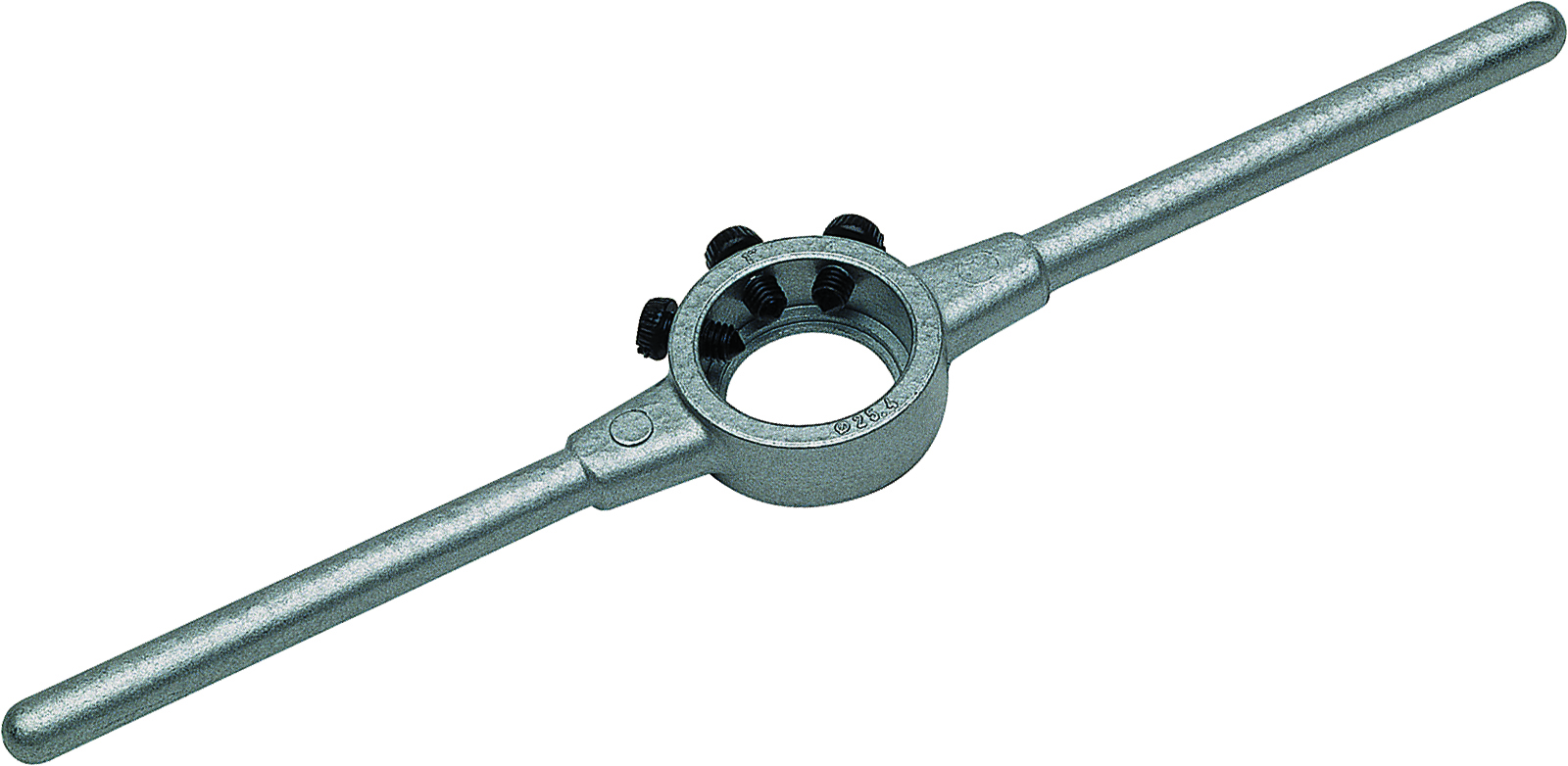
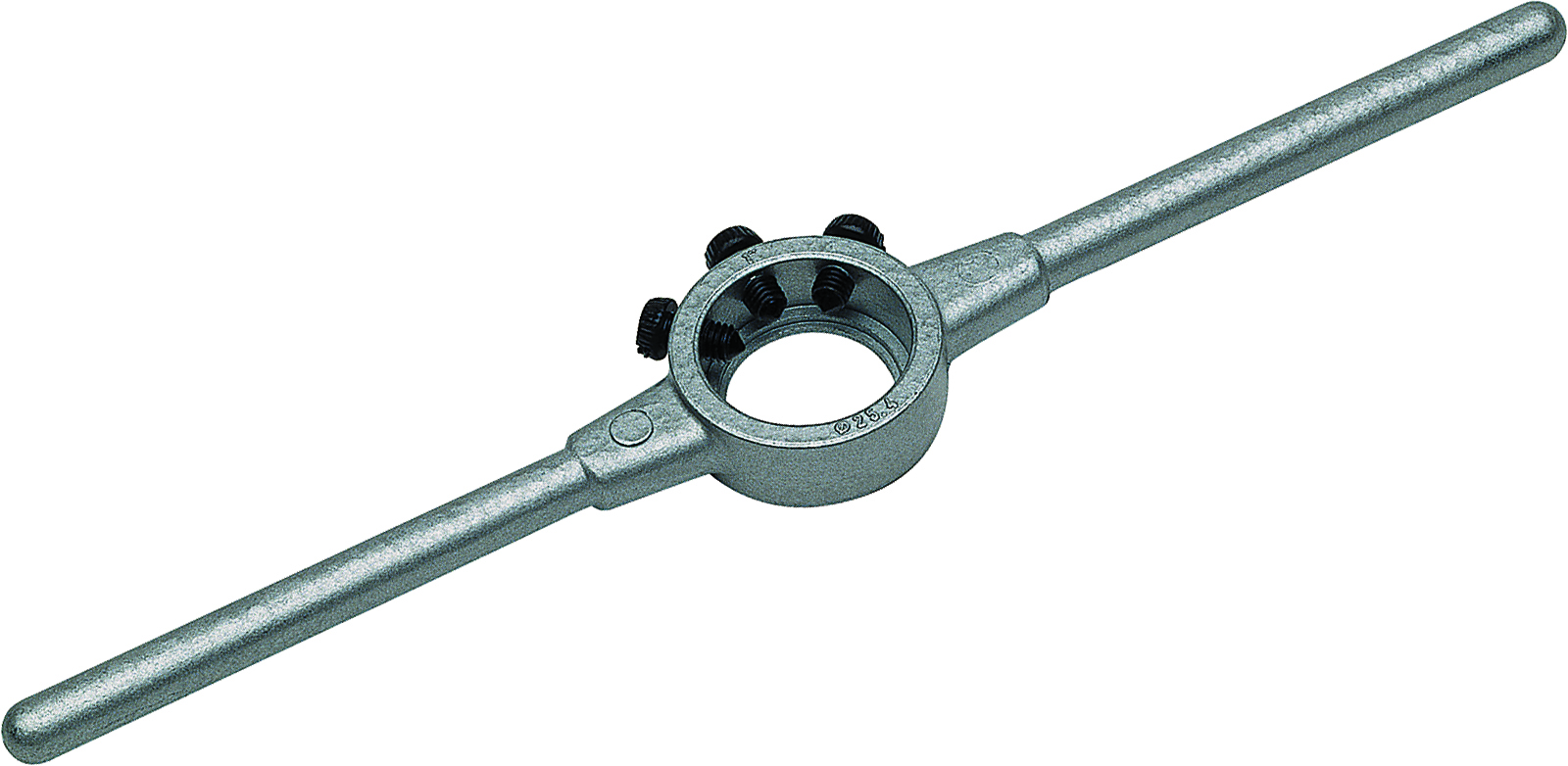
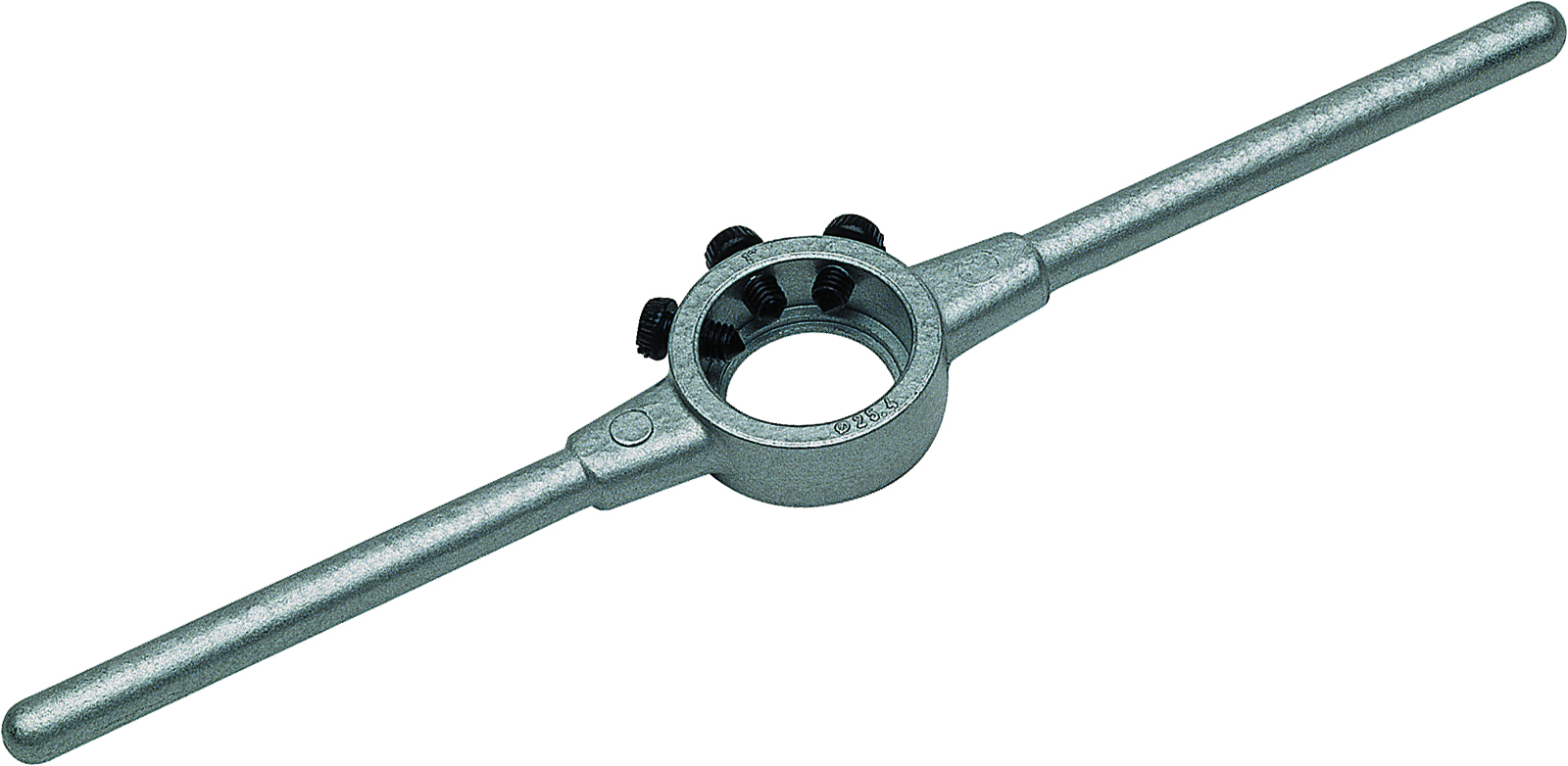
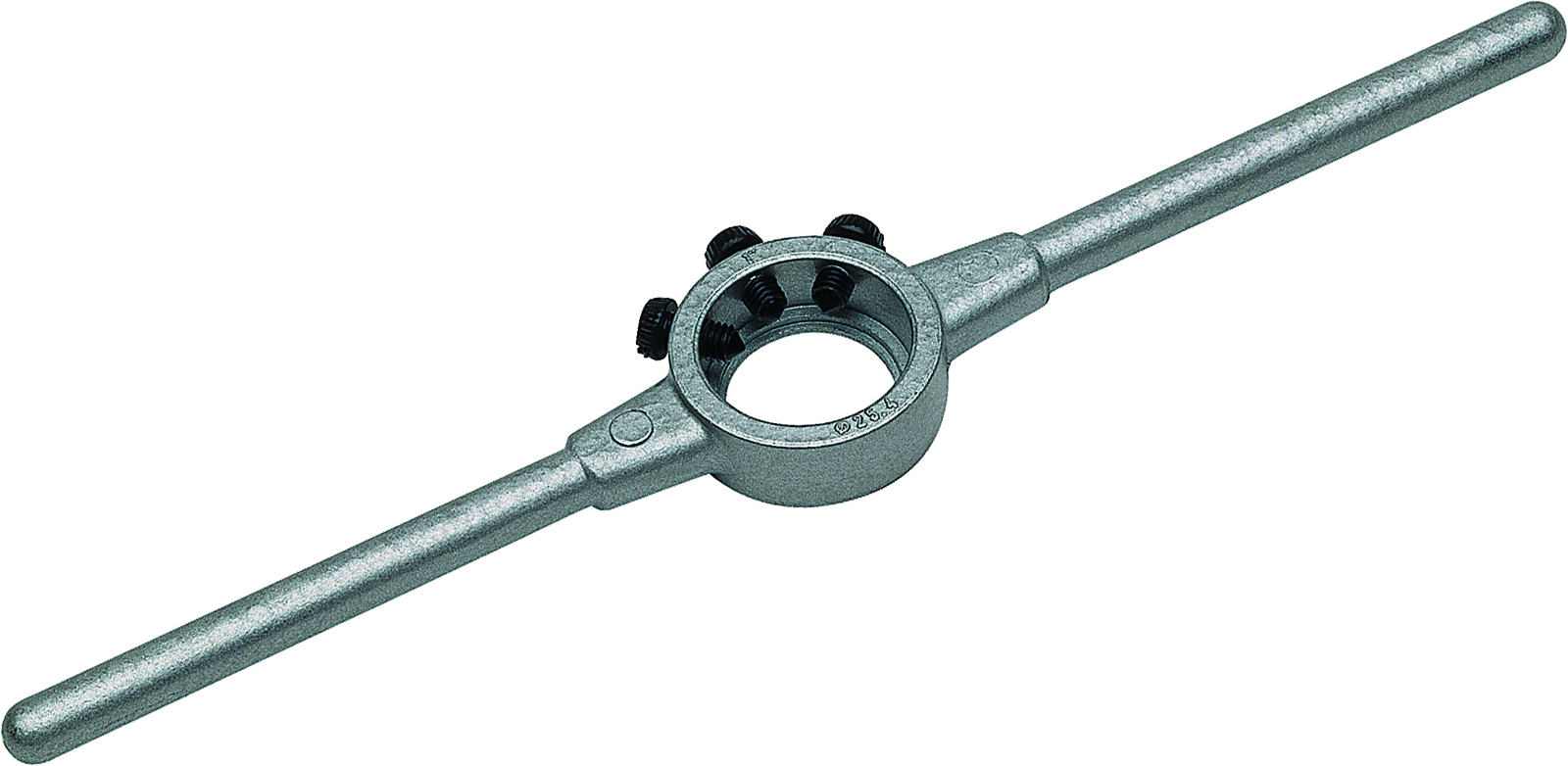
Die Stock for square dies steel No. 3 | VÖLKEL Die Stock for square dies steel No. 3
Use this die stock to hold a square die securely and guide it during external threading. Guided starting is important when you rework an existing external thread.
Select a matching die size range and clamp the die so that it sits flat and centered before you start cutting.
- Clamp and guide square dies for external thread cutting or reworking.
- Use in maintenance and metal fabrication when you need controlled starting and stable torque transfer.
- Support straight tracking by keeping the die face square to the workpiece axis.
- Process: manual driving or assisted driving depending on your holder and machine setup
- Use: thread cutting, re tapping, and thread cleaning depending on condition
Note For consistent results, deburr the entry and keep the cutting area clean during use.
- Secure clamping of a square die for controlled torque transfer
- Improves straight starting compared with holding a die loose
- Supports repeatable external thread work in repair and small batch tasks
- Simplifies die changes and handling in workshop conditions
Drawbacks
- Limited to the die sizes and shapes specified by the holder design.
- Manual operation can be slow for high volume production environments.
- Select a matching square die and clean the clamping faces of the holder.
- Insert the die and align it so the thread lead in faces the workpiece.
- Tighten the clamping screws evenly until the die is seated flat and secure.
- Prepare the workpiece with a lead in chamfer and apply suitable lubricant.
- Place the holder square to the workpiece axis and start with controlled torque.
- Advance with steady turns while keeping the holder aligned to the axis.
- Back off and remove the holder, then clean the die and holder after the operation.
- 1 piece Die Stock for square dies steel No. 3
- Tool type: Die stock for square dies
- How do you confirm that the thread system matches the mating part?
- Match the designation on the tool to the drawing and the mating fastener or gauge. For inch and pipe threads, confirm thread family and fit class before you start machining.
- How do you set the die in the holder correctly?
- Seat the die flat, tighten evenly, and ensure the lead in side faces the work. A centered die reduces uneven flank engagement and improves straight tracking.
- What are common causes of poor thread quality?
- Misalignment at the start, an incorrect pre hole, or insufficient lubrication can increase torque and damage flanks. Clean chips from the tool and verify setup rigidity.
- Where can you find catalog information for this product family?
- Use the product catalog for overview tables and selection context. VD 23 catalog as PDF
- Can you use this tool for reworking an existing thread?
- You can often re tap or clean threads if the original form is correct and damage is limited. If threads are severely deformed, consider re machining or repair options instead.
- What should you check after the operation?
- Clean the thread and verify fit with the matching mating part or a gauge. If fit is tight or rough, review alignment and preparation rather than forcing assembly.
Do you need help selecting or using the product?
Use the contact form.